

How Modern Coins are Made
 You hold them in your hand, jingle them in your pocket, and flip them to make decisions – but have you ever wondered how coins are made? It’s one of those random musings that doesn’t come up often – but when it does, it arouses the curiosity!
You hold them in your hand, jingle them in your pocket, and flip them to make decisions – but have you ever wondered how coins are made? It’s one of those random musings that doesn’t come up often – but when it does, it arouses the curiosity!
Coin-making has come a long way since its early days. Around 600 B.C., the ancient kingdom of Lydia issued some of the world’s first coins. They were struck from electrum (an alloy of gold and silver), which was melted and then poured into various-sized molds, then hammered with a single die against a bronze anvil. By the time the first coins were struck at the original Philadelphia Mint, technology had evolved to the use of screw presses. These machines used large screws powered by workers who turned press handles, which put pressure on the coin-making dies. At first, coin blanks were fed into the presses by hand – making this job particularly dangerous!
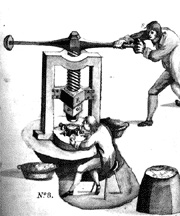
Screw Action Coining Press – Image courtesy of NGC.
Then, in the 1830s, the invention of steam-powered presses made coining faster, more efficient and safer than before. Improvements were made as technologies improved – for example, in the late 1800s electric motors were made available to replace steam power.
Today, even with state-of-the-art technology, it takes some incredible power to make billions of coins each year. Here’s an overview of the U.S. Mint’s process:
Blanking

Coin blanks on a conveyor after being cut from metal sheets.
Coins start as blanks – plain metal disks. Outside contractors alloy the metal for a given denomination and roll it into long, coiled sheets that weigh anywhere from 1,100-7,000 pounds. These sheets are stored at the mint until it’s time to turn them into planchets.
Each metal coil is fed through a “blanking press” – a large machine that punches metal disks out of the sheet like a giant cookie cutter.
Annealing

The San Francisco Mint’s cutting room, circa 1882-85.
Once they’re cut from the coils, blanks are sent to the annealing furnace. They’re heated at around 1,700°F for anywhere from 45-90 minutes (this varies depending on the denomination – nickels are heated the longest). From the furnace, they go to a cooling water bath, followed by a polishing/brightening rinse.
After they’re annealed and rinsed, the blanks are dried to prevent water spots. These drying machines also help to shine and burnish each piece.
Upsetting
This is where blanks become planchets. The upsetting mill feeds each blank through spinning grooves that squeeze the blanks by about 10/1000th of an inch, forcing the edge metal up. This raises a rim on the blank, creating a planchet.
Striking

Cents during production at the U.S. Mint.
Finally, planchets are sent to the coining presses. Each one travels down a feeder tube and into “feeder fingers,” which both place planchets into the coining chamber and eject the coin after striking.
Once a planchet lands in the coining chamber, it lands within a collar, over the anvil (lower) die – usually the reverse. The hammer (upper) die comes down to strike the planchet, while the collar ensures that the coin retains its diameter and adds reeding to the edges of some denominations.
After the coin has been struck, several things happen almost simultaneously. The hammer die shifts back in to place, the anvil die moves downward, and the feeder finger shoots forward. As it does, it both pushes the newly-struck coin into an ejection chute and deposits a new planchet into the coining chamber.
Inspection

Coins are shipped from the U.S. Mint in bags like this.
After striking, coins are spot-checked by the press operator and sent onto a sizing screen known as a “riddler.” This separates out coins that are too large or too small and sends them to be counted and bagged. From there, the bags are shipped to Federal Reserve Banks for distribution!
If you want a more active look at the process, there are some great videos online from the U.S. Mint and YouTube. It’s fascinating to see just what those little pieces of metal go through before they even reach your hands!


VERY INTERESTING ABOUT COINS. I HAD NO IDEA. ENJOYED ARTICLE IMMENSLY.
EVELYN R. HOFFMAN-PENNSYLVANIA
Informative. Now it would be nice to have a similar description of how the dies are made, from preliminary drawings to engraving to attachment to the press. Assuming each die is not individually engraved, how are multiple dies made from the original engraving? How do they get to the various mints? Special armored trucks?
Hi Don, we’re glad you liked the article. Thank you for the great ideas about digging deeper into the minting process. We’ve sent your suggestion on to our Writing Team. Be on the lookout for more on this subject in the future! Have a great day! -Rick